(a)
(b)
TM 9-2815-202-34
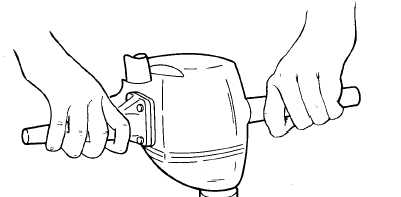
Insert hone in bore and adjust
stones snugly to narrowest
section. When correctly adjusted,
hone will not shake in bore but
will drag freely up and down bore
when hone is not running.
Start hone and “feel out” bore for
high spots which cause an
increased drag on stones. Move
hone up and down bore with
short overlapping strokes about 1
inch long. Concentrate on high
spots in first cut. As these are
removed, drag on hone will
become lighter and smoother.
CAUTION
Do not hone as long in air inlet port area as in rest of bore because this area cuts away
more rapidly. Feed lightly to avoid an excessive increase in bore diameter. Some
stones cut rapidly under low tension.
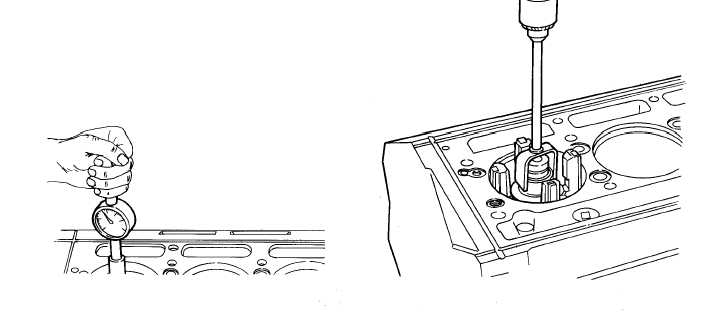
(c) When bore is fairly clean, remove hone, inspect stones, and measure bore. Determine
which spots must be honed again.
(d) Clean cylinder block thoroughly after honing operation is completed per step (b).
4 - 1 67
|
|