TM 9-2815-202-34
d. Lapping
NOTE
Check valve only requires one lapped side. Turn over to utilize unused side.
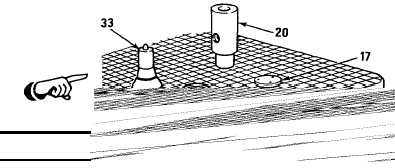
New parts do not require lapping prior to use. Following list of used parts may require lapping:
check valve cage (17), bushing (20), valve spring cage (14), and spray tip (33). Lap components
using following procedure:
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
WARNING
Compressed air used for cleaning purposes will not exceed 30 PSI. Use only
with effective chip guarding and personal protective equipment (goggles/shield,
gloves, etc.)
Clean lapping block set (34) with compressed air. Do not use cloth or any other-material for this
purpose.
Spread 600 grit dry lapping powder on lapping block (34).
CAUTION
Ensure no lapping compound is accidently placed on the lapped surfaces located higher
up in the spray tip. The slightest lapping action on these surfaces can alter the near
perfect fit between the needle valve and tip.
Place part flat on lapping block (34). Using figure-eight motion, move part back and forth across
block. Do not press on part. Apply only enough pressure to keep part flat on block. Keep part
flat on block at all times.
After five passes, draw part across a clean
piece of tissue placed on flat surface and
clean lapping powder from it.
Inspect part and continue lapping if
necessary. Do not lap excessively.
WARNING
Dry cleaning solvent P-D-680 is toxic and flammable. Wear protective goggles
and gloves and use in a well-ventilated area. Avoid contact with skin, eyes, and
clothes. Do not breathe vapors. Do not use near open flame or excessive heat.
The flash point is 100-138°F (38-50oC). If you become dizzy while using cleaning
solvent, get fresh air immediately and seek medical aid. If contact with eyes is
made, wash with water and get medical aid immediately.
When part is flat, wash in cleaning solvent and dry with compressed air.
Place part on second block (34). Apply 600 grit lapping powder to block and repeat steps (3)
and (6).
Place part on third block (34). Do not apply lapping powder to this block and repeat steps (3)
and (6).
Change 1
4-229
|
|