TM 9-2815-202-34
5-37. CYLINDER HEAD REPAIR (Cont)
NOTE
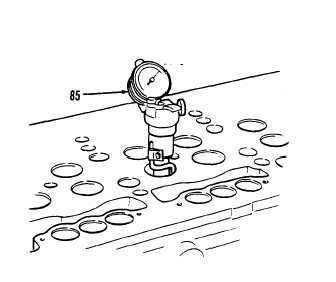
Exhaust valve seat inserts are
prefinished. Only check inserts for
concentricity after installation. Grind
inserts only if runout exceeds 0.002
inch.
(g) Check exhaust valve seat inserts for
concentricity in relation to valve guides
using dial indicator (85).
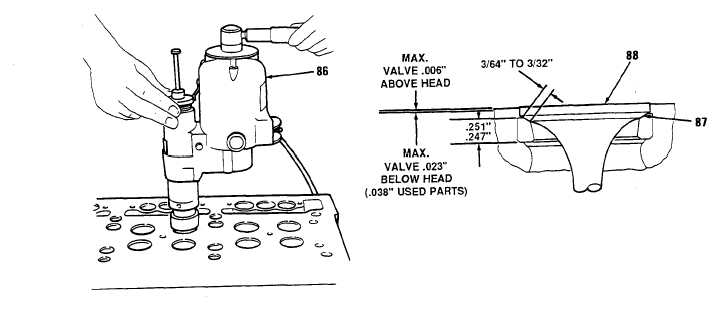
(6) Valve seat insert grinding
Grinding inserts requires a valve seat
grinder (86) and valve seat grinder adapter
kit. Grind valve inserts as follows:
CAUTION
Do not permit grinding wheel to contact cylinder head when grinding insert. If an insert
has been ground until grinding wheel contacts cylinder head, then instaIl new insert.
(a)
(b)
(c)
Apply 31 degree grinding wheel on valve seat insert.
Grind throat of insert using 60 degree grinding wheel.
Grind top surface of insert with 15 degree grinding wheel to narrow seat width to
dimensions shown in figure. If required, adjust the 31 degree face (87) of insert relative to
center of valve face (88) with 15 and 60 degree grinding wheels.
5-48
C h a n g e 1
|
|