
| Tweet |

Custom Search
|
|

|
||
 TM 9-2815-226-34-1
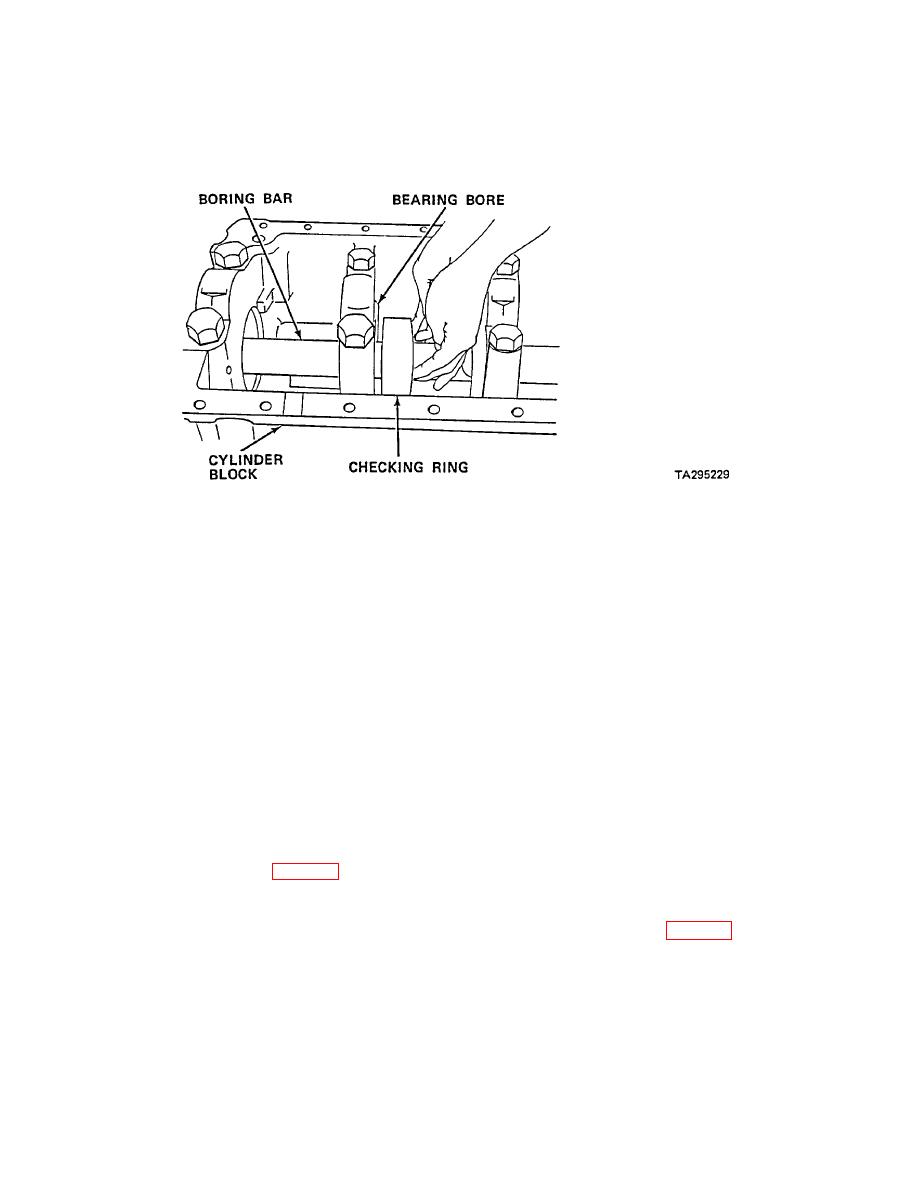
(7) Slide bar out until ST-1177-13 checking ring can be installed on bar.
(8) Lubricate outside diameter of checking ring with engine oil.
(9) Apply light finger pressure against checking ring while rotating boring bar, and push checking ring through
each bearing bore.
(10) If checking ring will not pass through bore, check bore for burrs.
Remove burrs with emery cloth.
(11) Attempt to insert a 0.003 in. (0.076 mm) narrow blade feeler gage (not over 1/2 in. [12.7 mm] wide)
between checking ring and bore. Run gage completely around checking ring and bore on each side of
bore.
(12) Evaluate results:
(a) Gage does not enter at any point and bar rotates freely. Bore is serviceable.
(b) Gage enters on one side and not on opposite side. There is slight misalinement but bar rotates
freely. Bore is serviceable.
(c) Gage does not enter top (saddle) half of bore but enters bottom half. Cap must be replaced and new
cap rebored (para 3-9g).
(d) Gage is loose. Remeasure bore diameter for maximum of 4.7505 in. (120.6627 mm). If larger than
specification, bore will require machining to accept saddle repair sleeve (para 3-9g).
(e) Gage enters in front and not in rear. Bore is tapered and will require machining to accept saddle
repair sleeve.
(13) Mark bores to be machined and caps to be replaced.
(14) Remove boring bar, checking ring, and centering rings.
3-69
|
||
|
||



