
| Tweet |

Custom Search
|
|

|
||
 TM 9-2815-226-34-1
g. Main bearing line boring.
NOTE
Replacement main bearing caps are not machine finished. They are furnished with
0.015 in. (0.381 mm) excess material in bore. They must be machined to their
respective bearing saddles to ensure proper bearing shell fit. Line boring is also
required if bearing saddle is damaged, misalined, excessively tapered, or exceeds
maximum diameter. Rebored saddles are then fit with salvage sleeves. Sleeves
are then bored to accept standard bearing shells.
(1) Install boring bar.
(a) Remove two main bearing caps which do not require boring. Select two caps which are at each end
of cylinder block or as far apart as possible.
(b) If two caps cannot be selected which are far apart from each other, bridges must be installed to
provide boring bar with required support and stability (para 3-9i).
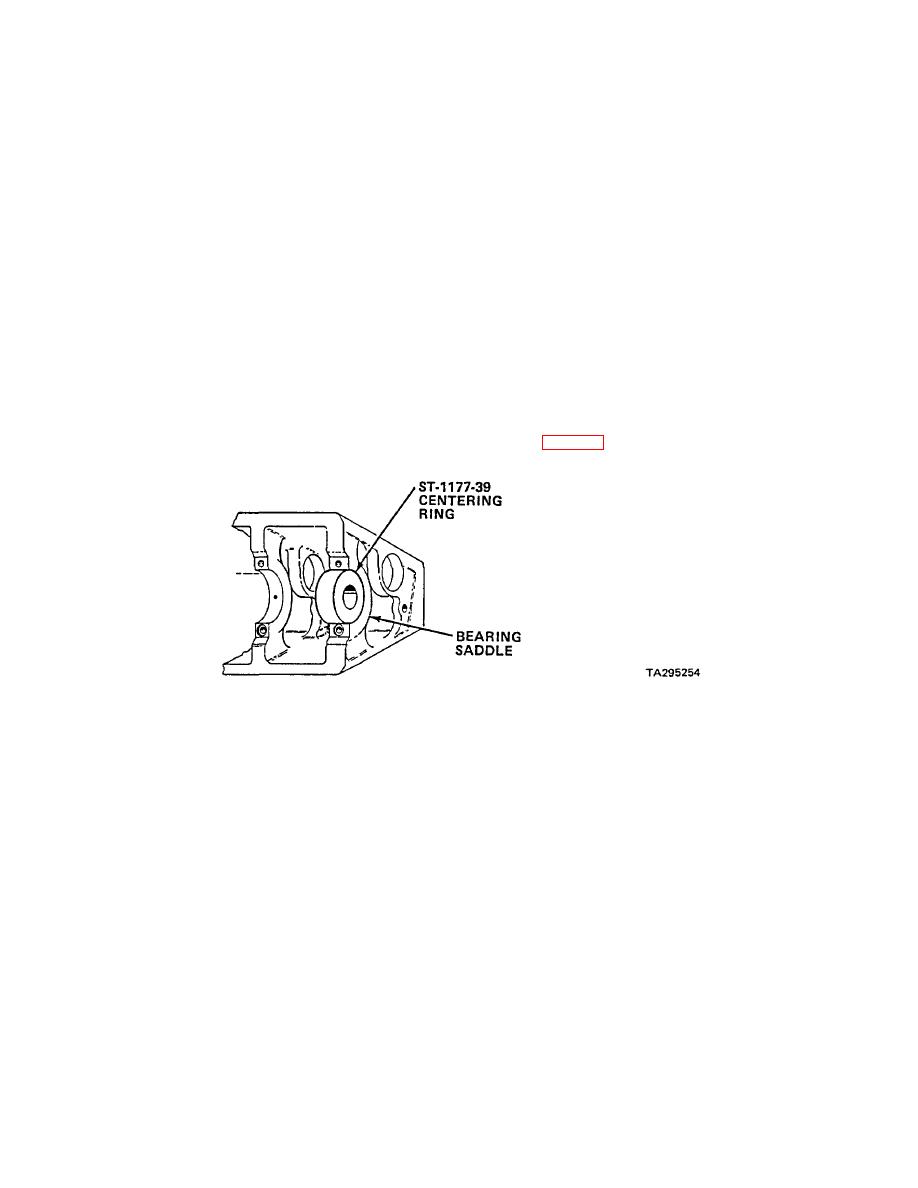
(c) Install ST-1177-39 centerin g rings in center of bearing saddles.
Tap in position with soft head
hammer.
NOTE
Caps fit tightly to provide proper seating.
(d) Assemble two main bearing caps with centering rings in saddles and torque capscrews as specified
in para 3-94e.
(e) Assemble new caps as required and torque to specifications.
(f) Lubricate centering rings and boring bar with engine oil.
(g) Slide boring bar through centering rings in block.
3-91
|
||
|
||



