
| Tweet |

Custom Search
|
|

|
||
 TM 9-2815-226-34-1
(3) With surface grinder, remove material from thrust (inside) face of new cap to equal width of saddle. Thrust
faces of cap and block must be flush.
(4) Apply Prussian bluing to block surface.
(5) Place bearing cap in position so that bluing will make dowel pin location impressions on cap.
(6) Remove cap.
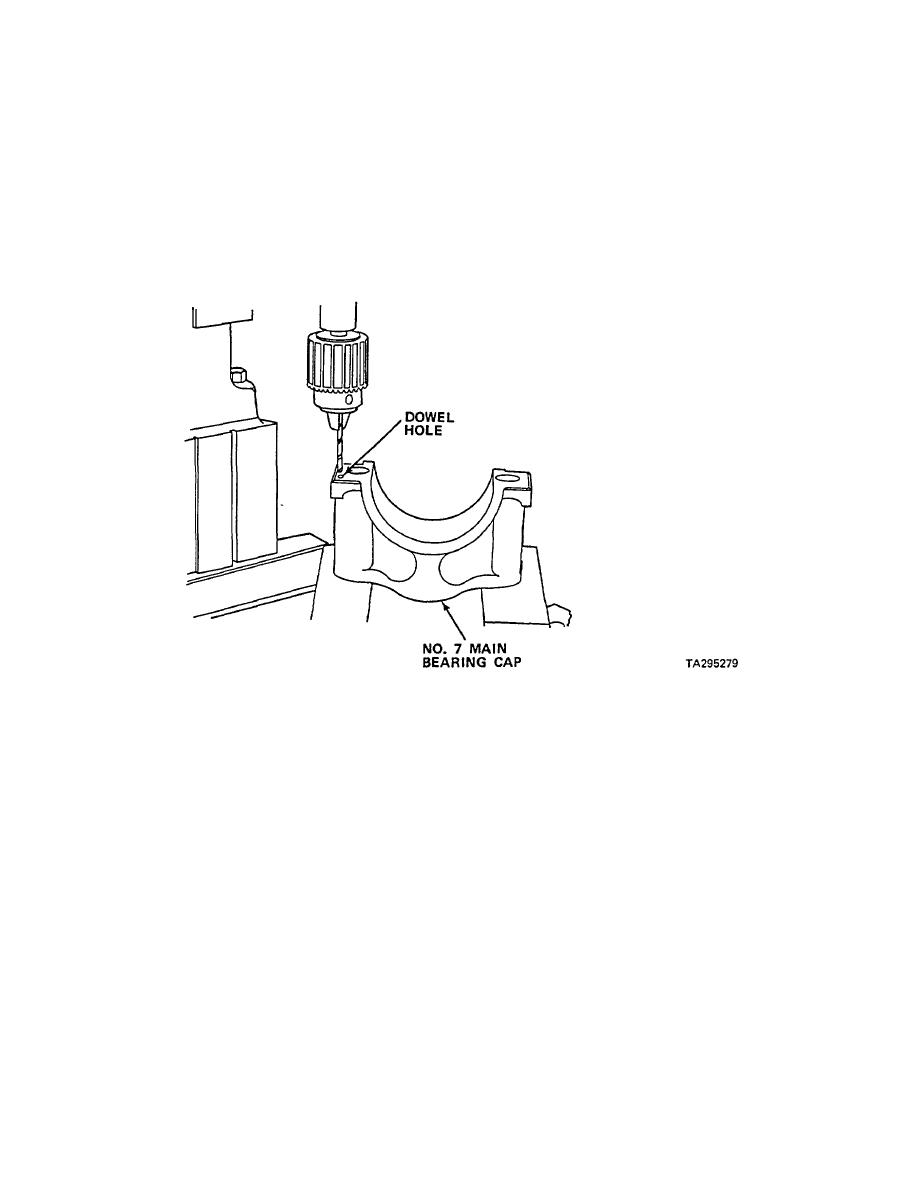
(7) Measure depth of dowel pin hole in discarded cap.
(8) Drill holes in new cap to required depth and smallest available oversize diameter.
(9) Ream holes in block to smallest permissible oversize.
(10) Clean block and cap with lint free cloth.
(11) Install cap and recheck thrust faces to ensure they are flush.
3-114
|
||
|
||



