
| Tweet |

Custom Search
|
|

|
||
 TM 9-2815-226-34-1
(5) Make light cuts of 0.001 to 0.003 in. (0.025 to 0.076 mm) d ep, removing only enough material to make
e
head serviceable.
(6) Finish surface to 125 R.M.S. finish.
(7) Remeasure head height to ensure it is not less than 4.340 in. (110.236 mm).
(8) Rework valve seat insert counterbore by removing amount of stock equal to that removed during head
resurfacing.
n. Valve seat insert counterboring.
NOTE
Two conditions will determine which size valve seat insert cutter (ST-662) will be
used for counterboring. If head was refinished and same inserts are to be
reinstalled, no oversize counterboring will be required. Since head material was
removed, insert counterbores will only have to be deepened to amount equal to
material removed. The second condition involves replacement of inserts which are
found loose or their seating areas cannot be restored through regrinding. Those
insert counterbores must be enlarged to accept oversize inserts. Inserts are
available in 0.005, 0.010, 0.020, 0.030, and 0.040 in. (0.127, 0.254, 0.508, 0.762, and
1.016 mm) oversizes. The 0.020, 0.030 and 0.040 in. oversize inserts are 0.005,
0.010, and 0.015 in. (0.127, 0.254, and 0.381 mm) thicker respectively; therefore,
their counterbores will also have to be deepened.
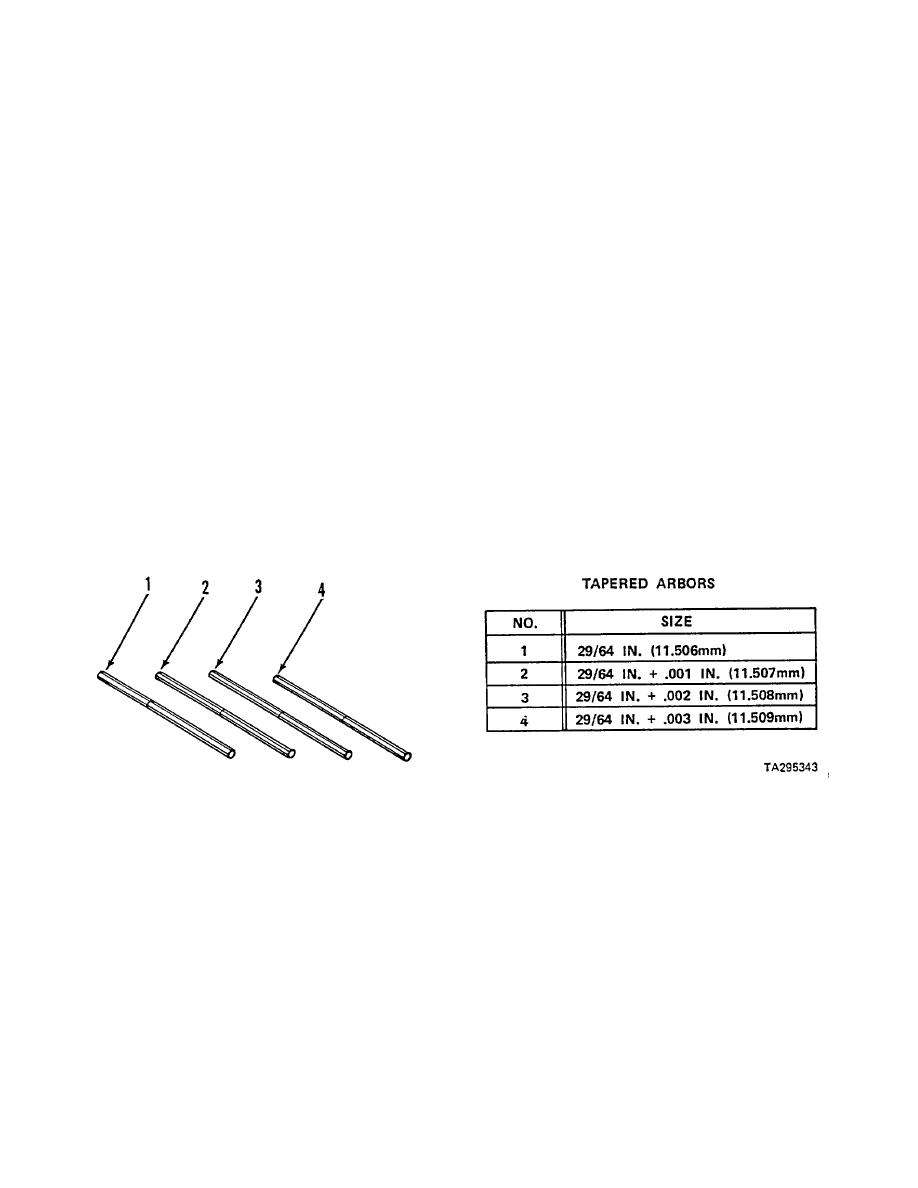
(1) Select prop er size ST-663 tapered arbor to fit valve guide.
(2) Insert arbor into valve guide.
3-176
|
||
|
||



