ARMY TM 9-2815-255-24
AIR FORCE TO 38G1-95-2
MARINE CORPS TM 2815-24/4
(2)
Use a soft wire and compressed air to clean nozzle. Replace if condition is questionable, refer to
paragraph 3-49.2.b.
CAUTION
A piston cooling nozzle failure could cause damage to pistons, piston pins, rod pin bushings,
and liners. If a piston cooling-nozzle Is left out at assembly, low or no oil pressure will result.
CAUTION
If engine block Is cleaned in a hot tank, be sure to remove any aluminum parts (such as
nameplates). Aluminum parts can be damaged or destroyed by hot tank solutions.
(3)
Clean block thoroughly using dry cleaning solvent (P-D-680), pressure steam, or a hot tank.
(4)
Make sure all passages and crevices are cleared of sludge and grease.
(5)
All coolant passages must be cleared of any lime deposits and scale.
NOTE
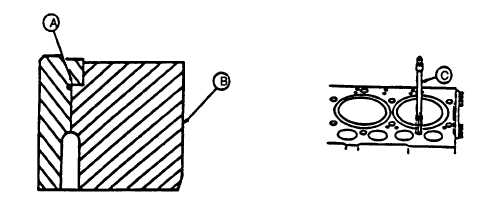
Do not file liner support flange excessively. Excess filing can damage liner support flange and
allow an improper liner fit. Thoroughly clean all filings from cylinder block (B, FIGURE 3-137).
(6)
Be sure liner support flange (A, FIGURE 3-137) is free of any burrs. If burrs are present, use a small half-
moon file and lightly file (in a circular motion) burr off at approximately a 60 degree angle. Do not let file
hit top of cylinder block while filing.
(7)
Carefully inspect cylinder block for cracks or damage. Replace block if there is evidence of physical
damage.
(8)
When determined that cylinder block is serviceable, clean out threads for cylinder head capscrews in top
deck of cylinder block using 1/2-13 UNC-2A x 4.00 inches (101.6 mm) long tap (C). Use compressed air to
remove any debris or fluid which may be present in the tapped holes after cleaning.
FIGURE 3-137. Inspecting Cylinder Block
3-198
|
|