ARMY TM 9-2815-256-24
AIR FORCE TO 38G1-96-2
MARINE CORPS TM 2815-24/5
(c)
At 45 degrees right of measurement step (a).
(d)
Rod bore ID should be 2.900 to 2.901 inches (73.66 to 73.69 mm).
(7)
Compare measurements. If difference between greatest and least measurement is more than 0.0015 inch
(0.038 mm), rod and cap are out of round. Replace both connecting rod and cap.
d.
Inspect piston pins and bushings as follows:
(1)
Visually inspect piston pin for general overall condition. Pin must be replaced if it shows signs of fretting.
CAUTION
Piston pin has a highly polished surface. Do not attempt to polish or refinish.
(2)
Using outside micrometer, measure piston pin OD. Replace if not within 1.624 to 1.625 inches (41.27 to
41.28 mm).
(3)
Inspect piston pin bushing for damage or excessive wear. Lubrication hole must be open.
(4)
Compare pin bushing ID with pin Or for specified oil clearance.
(5)
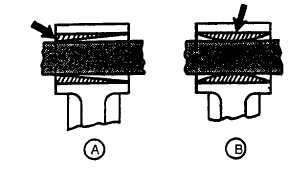
Insert pin from either side of rod bushing. If pin is free on one end, but tight on other, bore could be
tapered (A, FIGURE 3-154). If pin enters freely from both sides, but is tight in center, bore is bell mouthed
(B). Pin-to-bushing clearance should be 0.0008 to 0.0024 inch (0.02 to 0.06 mm), with a maximum of
0.004 inch (0.10 mm).
FIGURE 3-154. Checking Piston Pin Bushing
e.
Replace connecting rod bushing.
(1)
Using driver (JD-286), remove connecting rod bushing (12, FIGURE 3-143).
(2)
Clean bore of rod with medium grit polishing cloth.
(3)
Inspect rod bore for cracks. Ensure lube oil hole is open.
NOTE
If bushing has spun or if rod bore diameter is not within specifications, replace connecting rod.
(4)
Using inside micrometer, measure rod bore diameter in two places, 90 degrees apart. Rod bore
diameter should be 1.625 to 1.626 inches (41.29 to 41.30 mm).
CAUTION
Ensure that lube oil hole in bushing (12) is aligned with bore in connecting rod.
3-203
|
|