
| Tweet |

Custom Search
|
|

|
||
 TM 9-8000
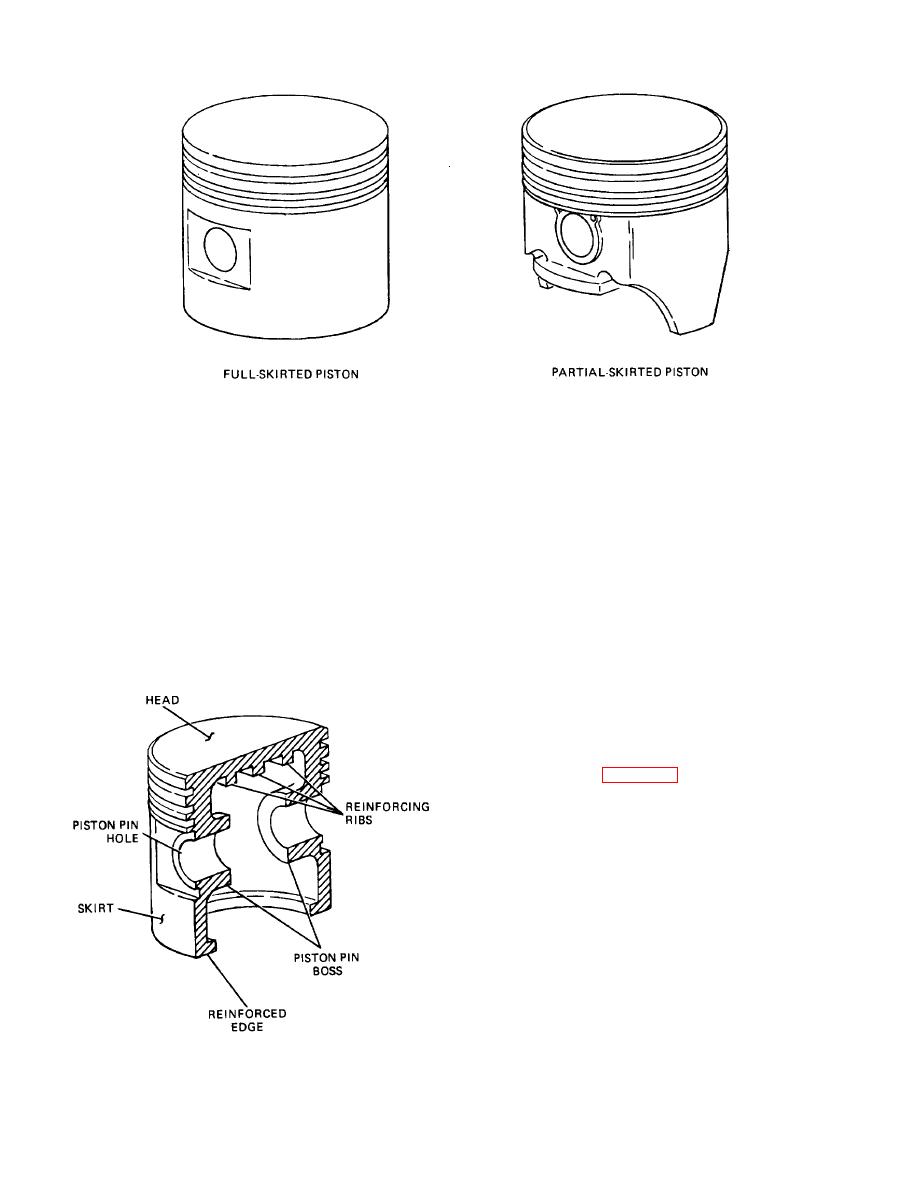
Figure 3-15. Full and Partial-Skirted Pistons.
critical factors. Two of the ways pistons are made
hardness. The following are the most common
strong and light are as follows:
processes for treatment of aluminum pistons.
(1) The head of the piston is made as thin as
(1) The piston is coated with tin so that it will
Is practical. To keep it strong enough, there are
work into the cylinder walls as the engine is broken
ribs cast into the underside of it.
In. This process results in a more perfect fit,
shortening of the break-in period, and an In-
(2) The areas around the piston pin are
crease in overall engine longevity.
reinforced. These areas are called the pin
bosses.
(2) The piston is anodized to produce a
harder outside surface. Anodizing is a process
h. Coatings. Pistons that are made from
that produces a coating on the surface by
electrolysis. The process hardens the surface of
aluminum usually are treated on their outer sur-
the piston. This helps it resist picking up particles
faces to aid in engine break-in and increase
that may become embedded in the piston, caus-
ing cylinder wall damage.
3-6.
Piston Rings.
a. General (Fig. 3-17). Piston rings serve
three Important functions:
(1) They provide a seal between the piston
and the cylinder wall to keep the force of the
exploding gases from leaking into the crankcase
from the combustion chamber. This leakage Is
referred to as blowby. Blowby is detrimental to
engine performance because the force of the
exploding gases will merely bypass the piston
rather than push it down. It also contaminates the
lubricating oil.
(2) They keep the lubricating oil from by-
passing the piston and getting Into the combustion
chamber from the crankcase.
TA233360
Figure 3-16. Piston Structure.
3-10
|
||
|
||



