
| Tweet |

Custom Search
|
|

|
||
 TM 9-8000
(2) The top compression ring is exposed
directly to the high pressures of the compression
stroke.
To remedy the potential problem of premature top
ring groove wear, some aluminum pistons are
fitted with an insert in the top ring groove. The
insert usually is made from nickel iron. Because
of the better wear qualities, the ring groove will
last longer than if the ring fit directly against the
aluminum.
i.
Oil Control Rings (Fig. 3-27). The oil
control rings serve to control the lubrication of the
cylinder walls. They do this by scraping the
excess oil from the cylinder walls on the down-
stroke. The oil then is forced through slots in the
piston ring and the piston ring groove. The oil then
drains back into the crankcase. The rings are
made in many different configurations that can be
one-piece units or multipiece assemblies. Re-
gardless of the configuration, all oil control rings
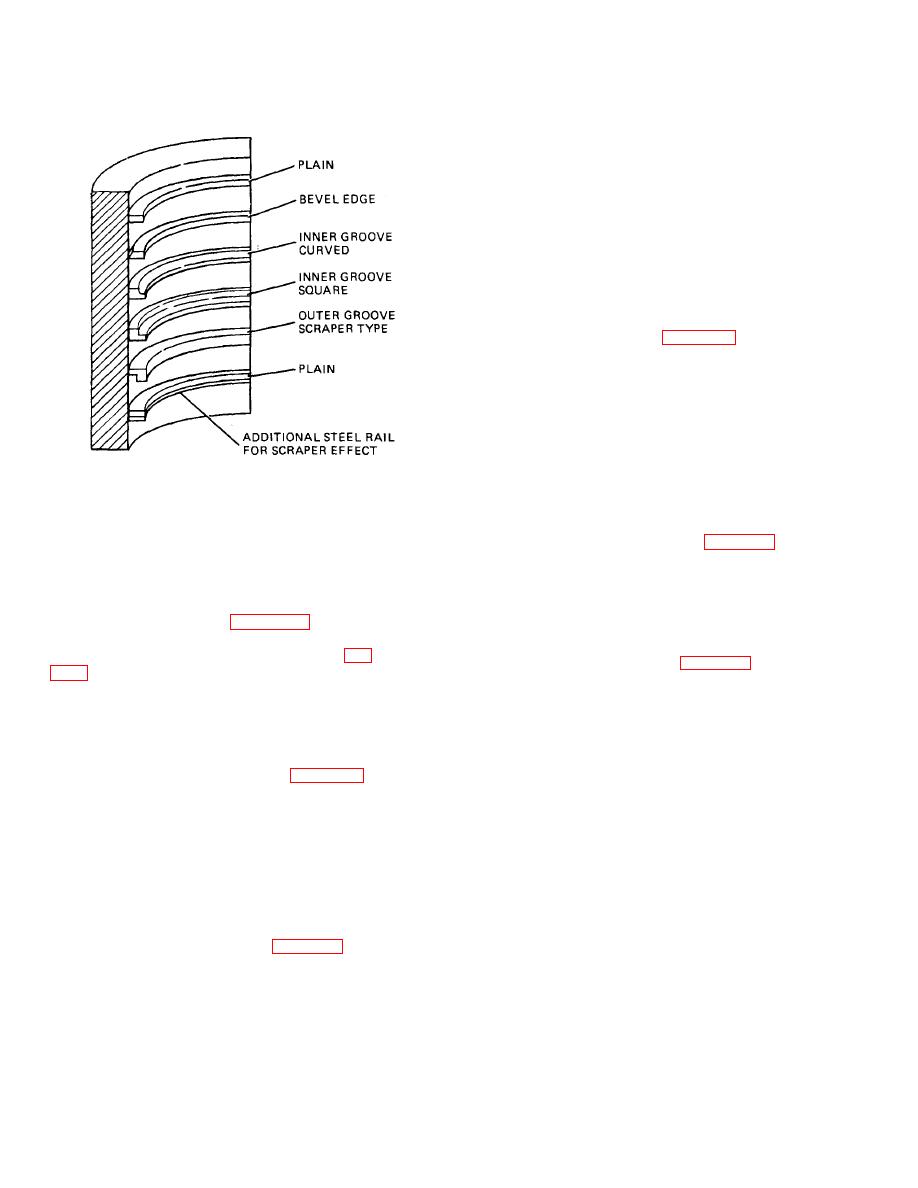
Figure 3-20. Types of Compression Rings.
work basically in the same way.
(2)
Allowing for expansion from heating.
j.
Piston Ring Expanders (Fig. 3-28). Ex-
pander devices are used in some applications.
The gap must be such that there is enough
These devices fit behind the piston ring and force
space so that the ends do not come together as
it to fit tighter to the cylinder wall. They are
the ring heats up. This would cause the ring to
particularly useful in engines where a high degree
break. This is illustrated in figure 3-23.
of cylinder wall wear exists.
There are a few variations of ring gap joints (fig.
k. Piston Ring Wear-in (Fig. 3-29). When
piston rings are new, a period of running is
their ring grooves to keep the gap from turning.
necessary to wear the piston rings a small
This is important because the ring would break if
amount so that they will conform perfectly to the
the ends were allowed to snap into the inlet or
cylinder walls. To make the job of wearing in the
the exhaust ports.
piston rings more effective and quicker, the
following procedures are performed.
g. Second Compression Ring (Fig. 3-25).
The primary reason for using a second com-
(1) The cylinder walls are surfaced with a
pression ring is to hold back any blowby that may
tool called a hone. The hone leaves fine
have occurred at the top ring. A significant
scratches in the cylinder walls. The piston rings
amount of the total blowby at the top ring will be
are made with grooves in their faces. The
from the ring gap. For this reason, the top and the
grooved faces of the piston rings rubbing
second compression rings are assembled to the
against the roughened cylinder walls serve to
piston with their gaps 60 degrees offset with the
accelerate ring wear during the initial stages,
first ring gaps.
and speed wear-in. As the surfaces wear
smooth, the rings will be worn in.
h. Top Ring Groove Insert (Fig. 3-26). The
top ring groove is very vulnerable to wear for the
(2) Extreme pressure may be applied to
following reasons:
high spots on the piston rings during the wear-in
period. This can cause the piston rings to
(1) It is close to the piston head, subjecting
TA233363
it to intense heat.
3-13
|
||
|
||



