
| Tweet |

Custom Search
|
|

|
||
 TM 9-2815-226-34-1
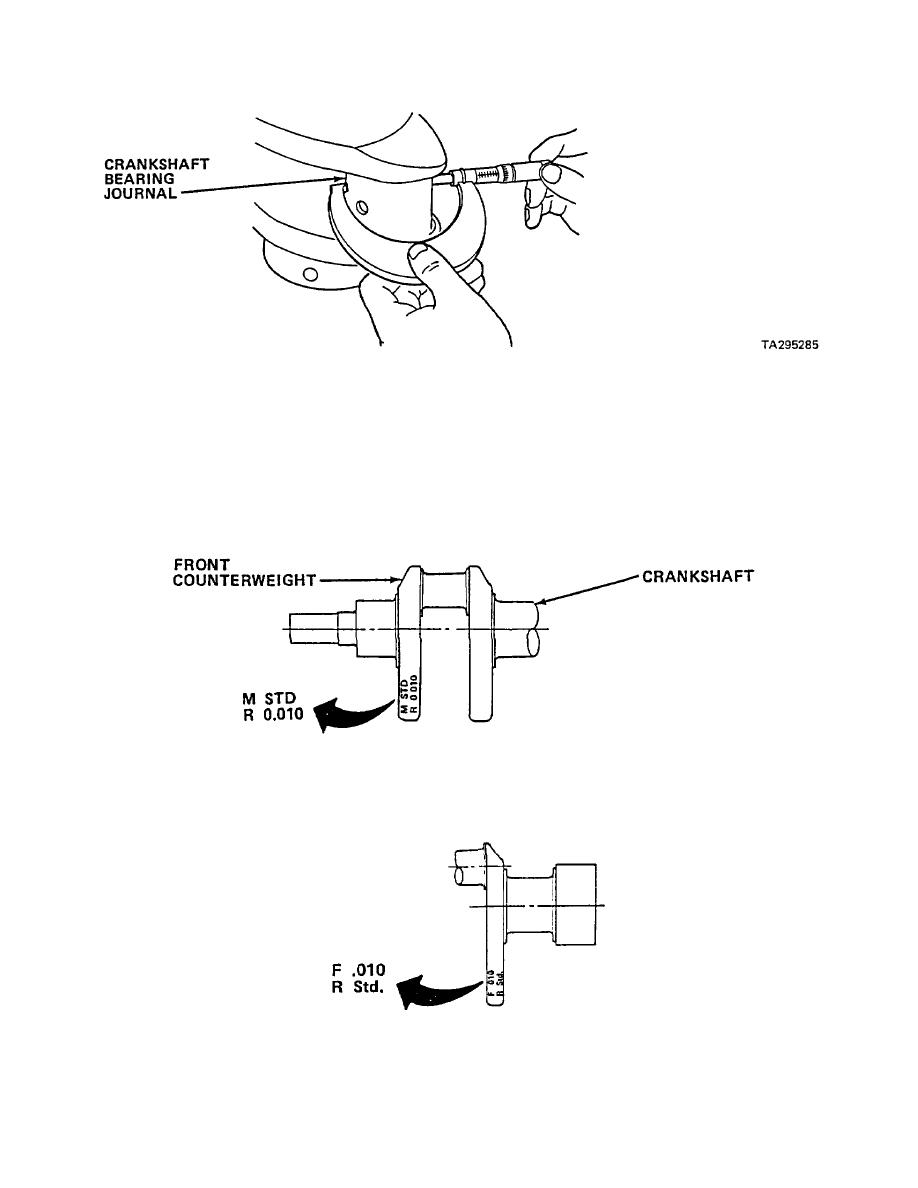
k. Measure crankshaft bearing journals for wear, out-of-round, or taper. If wear exceeds 4.4975 in. (114.2365 mm)
or journal out-of-round more than 0.002 in. (0.050 mm) or tapered more than 0.0005 in. (0.0127 mm), crankshaft
must be ground to accept undersize bearings.
l. Measure crankshaft rod bearing journals for wear, out-of-round, or taper. If wear exceeds 3.122 in. (80.30 mm) or
journal out-of-round more than 0.002 in. (0.05 mm) or taper more than 0.0015 in. (0.013 mm), crankshaft must be
ground to accept undersize rod bearings. Oversizes are available in 0.010, 0.020, 0.030, and 0.040 in. (0.254,
0.508, 0.764, and 1.016 mm).
NOTE:
EXAMPLE
SHOWS
MAIN
BEARINGS ARE STANDARD
AND ROD BEARINGS ARE
0.010
IN.
(0.254mm)
UNDERSIZE.
TA295286
m. If undersize main bearings and/or undersize rod bearings are to be installed, steel stamp the size of main and rod
bearings on front counterweight. Stamp characters 1/8 in. (3.175 mm) high.
NOTE:
EXAMPLE SHOWS FRONT
THRUST RINGS ARE 0.010
in. (0.254mm) OVERSIZE
AND
REAR
THRUST
RINGS ARE STANDARD
SIZE
TA295287
n. Steel stamp the size and location of thrust rings on rear counterweight. For example, front thrust ring may be
0.010 in. (0.254 mm) oversize so stamp F0.010. Rear thrust ring may be standard so stamp R STD. Stamp
characters 1/8 in. (3.175 mm) high.
3-120
|
||
|
||



