ARMY TM 9-2815-260-24
AIR FORCE TO 38G1-126-2
MARINE CORPS TM 09244A/09245A-24
5-71
CAUTION
Cap screws and washers must be tightened to correct specification to
achieve an accurate reading when checking liner standout (height above
block), as detailed later in this paragraph.
(5)
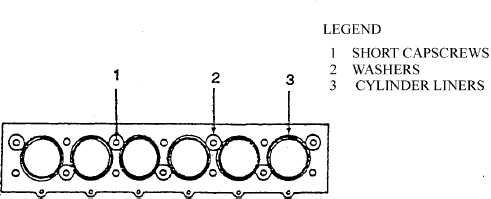
Use short capscrews (1, Figure 5-70) and 1/8 in. (3 mm) thick washers (2) to bolt down cylinder
liners (3). Fasten each liner in two locations. Tighten capscrews to 50 lb-ft (68 Nm).
FIGURE 5-70. FASTENING CYLINDER LINERS.
NOTE
Do not rotate crankshaft with cylinder head removed unless liners are
fastened down.
(6)
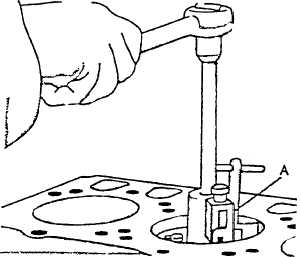
Remove carbon from liner bore using scraper or ridge reamer, refer to Figure 5-71. Rotate
crankshaft as required to allow clearance for scraper or ridge reamer. Use compressed air to
remove loose material.
FIGURE 5-71. REMOVING CARBON FROM CYLINDER LINER.
|
|