
| Tweet |

Custom Search
|
|

|
||
 BASIC BLOCK
TESTING AND ADJUSTING
BASIC BLOCK
CONNECTING ROD BEARINGS
Two 8F6123 3/4"-16NF Bolts, 140 mm (5.5 In.)
long.
The connecting rod bearings fit tightly in the bore
Four Washers (3/4"-Copper).
in the rod. If bearing joints or backs are worn (fretted),
Four S1575 3/4"-16NF Bolts, 76 mm (3.0 in.)
check bore size. This can be an indication of wear
long.
because of a loose fit.
8T455 Liner Projection Tool Group.
Connecting rod bearings are available with 0.63
Check liner projection above the spacer plate as
mm (.025 in.) and 1.27 mm (.050 in.) smaller inside
follows:
diameter than the original size bearings. These bearings
are for crankshafts that have been ground (made smaller
1.
Make sure the top surface of the cylinder block,
than original size).
the liner bores, spacer plates and liner flanges
are clean and dry.
MAIN BEARINGS
2.
Install a new gasket and spacer plate (5) on the
Main bearings are available with a larger outside
cylinder block.
diameter than the original size bearings. These bearings
are for cylinder blocks that have had the bore for the
3.
Install the cylinder liners in the cylinder block
main bearings "bored" (made larger than the original
without seals or bands.
size). The size available is 0.63 mm (.025 in.) larger
outside diameter than the original size bearings.
CYLINDER BLOCK
The bore in the block for main bearings can be
checked with the main bearing caps installed without
bearings. Tighten the nuts that hold the caps to the
torque shown in the SPECIFICATIONS section.
Alignment error in the bores must not be more than 0.08
mm (.003 in.).
Special Instruction, Form No.
SMHS7606 gives instructions for the use of 1P4000 Line
Boring Tool Group for alignment of the main bearing
bores. The 1P3537 Dial Bore Gauge Group can be used
to check the size of the bores. Special Instruction, Form
No. GMG00981 is with the group.
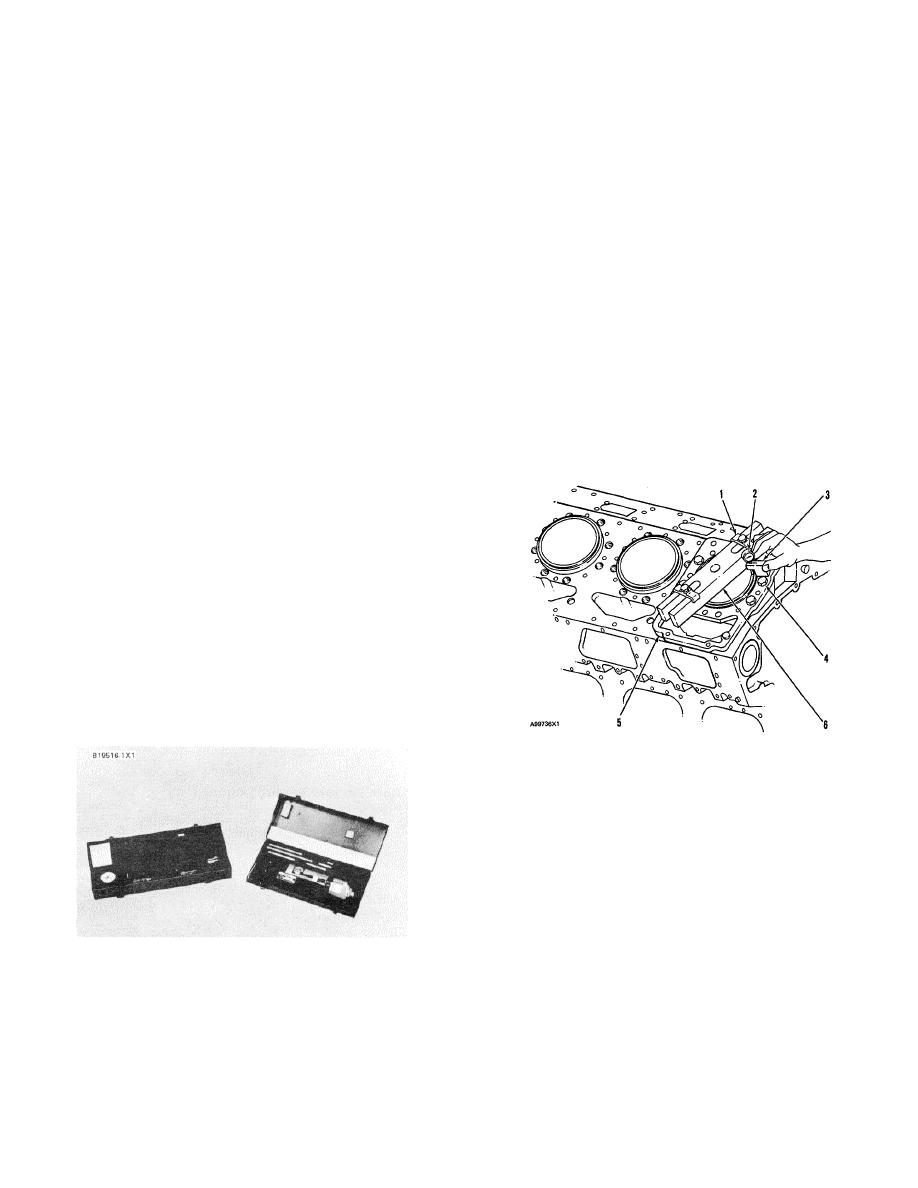
MEASURING LINER HEIGHT PROJECTION
1. 3H465 Plate. 2. Dial indicator. 3. 1P2402
Gauge Body. 4. S1575 Bolt. 5. Spacer plate.
6. 8B7548 Puller Assembly (Crossbar).
4.
Hold the spacer plate and liner in position as
follows:
a. Install four bolts (4) and washers around
each cylinder liner as shown. Tighten the
bolts evenly to a torque of 95 N-m (70 lb.
ft.).
1P3537 DIAL BORE GAUGE GROUP
b.
Install crossbar (6), plates (1) and the two
8F6123 Bolts. Be sure the crossbar is in
PROJECTION OF CYLINDER LINERS
position at the center of the liner and the
liner surface is clean. Tighten the bolts
Tools Needed:
evenly to a torque of 70 N-m (50 lb. ft.).
8B7548 Puller Assembly (Crossbar).
Two 2H465 Plates.
145
|
||
|
||



