TM 5-2815-241-3&P
CYLINDER BLOCK - CONTINUED
ACTION
LOCATION
ITEM
REMARKS
ASSEMBLY - CONTINUED
NOTE
Lubricate machined portions of cylinder block, on which gasket, packing, and pre-
formed packing seat, with a light coat of clean lubricating oil.
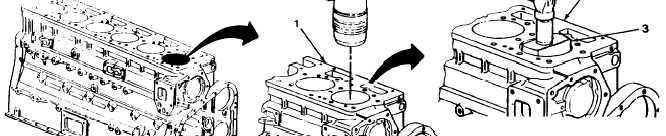
68. Cylinder block (1)
Cylinder sleeve (2)
a.
Place in cylinder block.
Be careful not to dislodge gasket,
packing, and preformed packing.
b.
Press into position by hand.
c.
Using ST-1229 sleeve driver (3) and
16-ounce ball-peen hammer, drive
cylinder sleeve securely into cylinder
block so it fits squarely into cylinder
block bore.
d.
Install ST-1184 cylinder sleeve salvage
tool so foot of tool rests upon cylinder
sleeve fire ring.
e.
Using 0 - 150 ft lb (0 - 210 N•m)
torque wrench, tighten securing cap
screws to 50 ft lb (70 N•m) torque.
f.
Check cylinder sleeve protrusion. See
step 20.
g.
Check cylinder sleeve for out-of-round
condition. See step 22.
If cylinder sleeve is out of round,
remove and check for cause of
distortion.
TA 242446
2-170
|
|