TM 9-2520-272-34&P
4-20 REPAIR RIGHT END COVER COMPONENTS
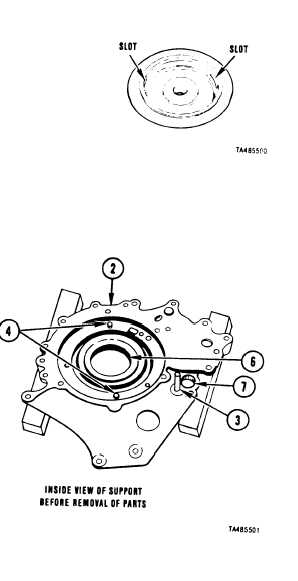
(SHEET 6 OF 14)
6
7
8
9
10
11
Using grinder, cut two slots 180 degrees apart at base
of bearing race (5). Offset slots slightly so that pry
bars will overlap.
Cut slots deep enough to catch the
lip of the pry bar, but not deep enough to cut into
support (2).
Using two heat guns, heat support around bearing race
(5) for 15 mnutes
Using two pry bars in slots, lift up bearing race (5).
CAUTION
Use care not to damage support (2) when
using pry bars to remove race.
After lifting up bearing race, reposition two pry bars
under bearing race (5) and remove race.
Using grinder, cut two slots 180 degrees apart at base
of bearing race (6). Cut slots deep enough to catch
the end of the chisel, but not deep enough to cut into
support (2).
Using two heat guns, heat support (2) around bearing
race (6) for 15 minutes
CAUTION
Use care not to damage support when using
hammer and chisel to remove race.
12 Turn support (2) over. Using hammer and chisel, drive
out bearing race (6).
13 Using arbor press, remove needle bearing (7) from
suport (2).
Go to Sheet 7
Para. 4-20, Task 4
4-117
|
|