TM 9-2815-202-34
(4) Check used liner for taper and out of round. Liner taper is difference between O.D. at 0.625
and 9.875 inches positions. Taper must not exceed 0.002 inch and out of round must not
exceed 0.0025 inch. If out of round exceeds 0.0025 inch, rotate liner 90 degrees in block
bore and recheck.
NOTE
Liners, standard and oversize, have an inside diameter of 4.2489 to 4.2511 inches.
Liners are available in 0.005, 0.010, 0.020, 0.030 inch oversize on outside diameter.
(5) When an oversize liner is installed, stamp amount of oversize on top of cylinder block bore
adjacent to liner counterbore.
e. Honing
CAUTION
Do not modify surface finish of new liner. Liner is
properly finished at factory so changes will adversely
affect piston ring seating.
NOTE
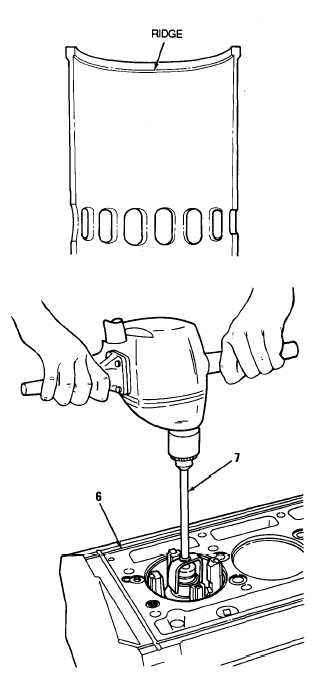
Used cylinder liners must be honed to break glaze
resulting from extended operation and to remove
ridge formed at top of piston ring travel. If glaze is
not removed, time required to seat new piston rings
will be lengthened.
A scrap cylinder block makes an excellent honing
fixture.
(1) Place liner in fixture (6).
CAUTION
If liner is honed in block, completely dismantle engine
to insure all abrasive material is cleaned out.
(2) A hone (7) equipped with 120 grit stones should be
worked up and down full length of liner a few times
to produce a crisscross pattern of hone marks on 45
degree axis.
WARNING
Compressed air used for cleaning purposes
will not exceed 30 psi. Use only with effective
chip guarding and personal protective
equipment (goggles/shield, gloves, etc).
(3) Remove liner from fixture and clean thoroughly. Dry
with compressed air and check surface for burrs.
4-147
|
|