|
|
|
|

|
TM9-2815-202-34
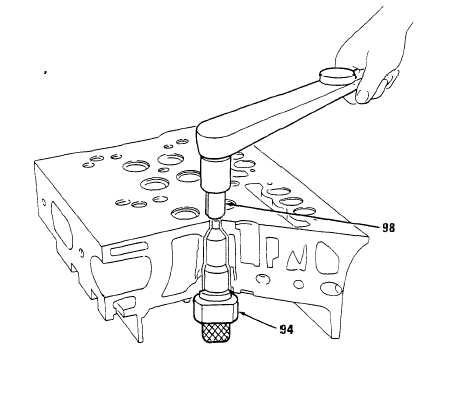
(h) Upset lower end of injector tube as follows:
1.
2.
3.
Turn cylinder head bottom side up and remove insert pilot (96). Thread upsetting
into tapped hole of installer (94).
NOTE
Reamer does not contact large diameter of current injector tube. Ream only at small
inside diameter and injector nut seat.
(i)
Using socket and torque wrench,
apply 30 Ib-ft (41 N-m) torque to
upsetting die (98).
Remove upsetting
installer (94) from
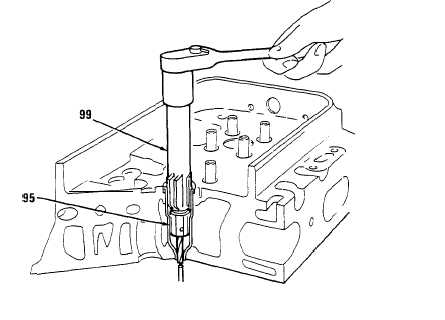
Ream injector tube as follows:
die (98)
1.
2.
Clean injector tube and place
cylinder head right side up.
Apply few drops of cutting oil on
reamer flutes and carefully position
reamer (99) in injector tube (95).
Change 1
5-53
|
|
|
|
|
Privacy Statement -
Copyright Information. -
Contact Us