
| Tweet |

Custom Search
|
|

|
||
 TM 9-2815-226-34-1
(5) Remove motor, wheel, and arbor.
(6) Check valve seat width of 0.063 in. (1.60 mm) minimum to 0.125 in. (3.175 mm) maximum.
(7) If seating area is wider than 0.125 in. (3.175 mm), stock can be removed from inside angle (30 degrees
from vertical) and outside angle (15 degrees from horizontal). Special grinding stones are provided in kit.
(8) Finish grind with light touches of wheel against seating area face.
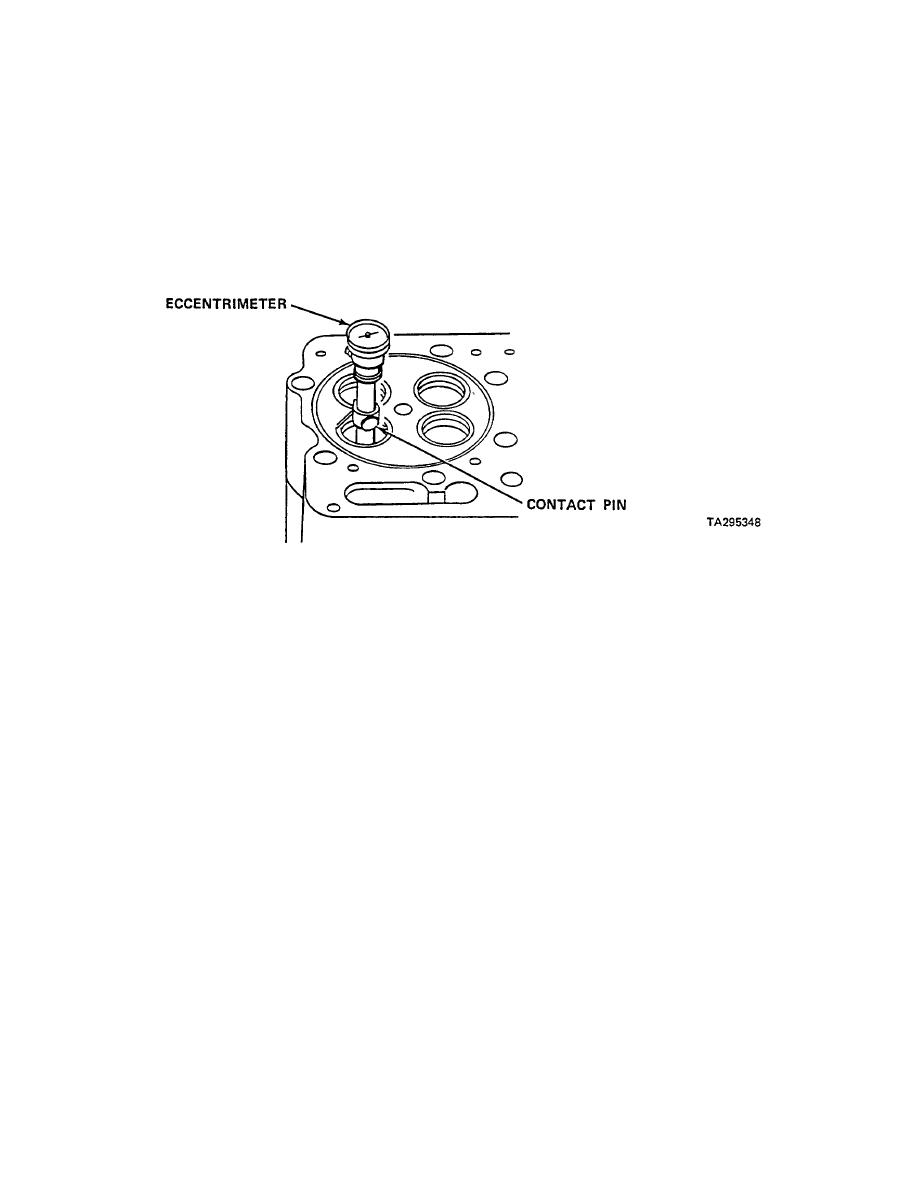
(9) With ST-685-4 eccentrimeter inserted in valve guide, check concentricity of valve seat.
(10) Total indicated runout is 0.002 in. (0.05 mm). Regrind seating area face or replace insert as required if run-
out exceeds specification.
p. Grind valves.
NOTE
Check valve grinder setting by using new valve and indicator gage:
(1) Chuck valve in grinder on guide area of stem.
(2) Place indicator on round face of valve.
(3) Rotate valve and mark high spots on head of valve.
(4) Recheck valve 180 degrees from first position.
(5) Repeat steps (2) and (3) above. If high spots are same for both (2) and (4) positions, valve is warped and
must be discarded.
3-181
|
||
|
||



