
| Tweet |

Custom Search
|
|

|
||
 TM 9-2815-226-34-1
(6) If high spots occur in different positions, chuck is out of ainement.
l
Total indicated run-out should not
exceed 0.001 in. (0.025 mm).
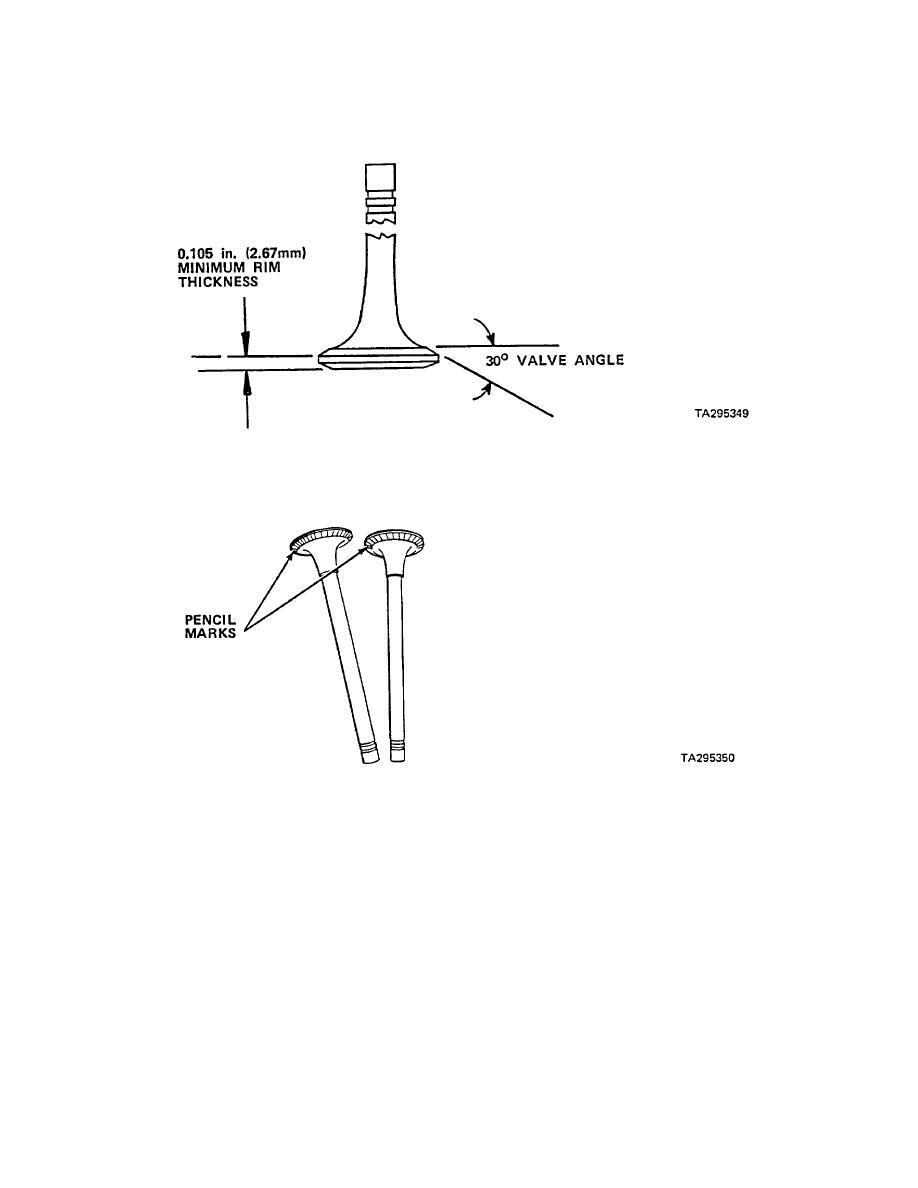
(7) Wet-grind valves to an exact 30 degrees angle from horizontal.
(8) Check rim thickness. Discard valve if thickness less than 0.105 in. (2.67 mm).
(9) Place pencil marks on valve face.
(10) Place valve in newly ground valve seat insert and rotate valve 10 degrees.
(11) Remove valve and check pencil marks. A good seat will be indicated if all pencil marks are broken.
(12) If pencil marks are not broken, seat insert grinding wheel and/or valve grinding wheel needs dressing or
valve grinding machine chuck angle was not properly set up. Final check will be made with vacuum tester
after assembly of head.
3-182
|
||
|
||



