TM 9-2815-202-34
4-36. CYLINDER BLOCK MAINTENANCE (Cont)
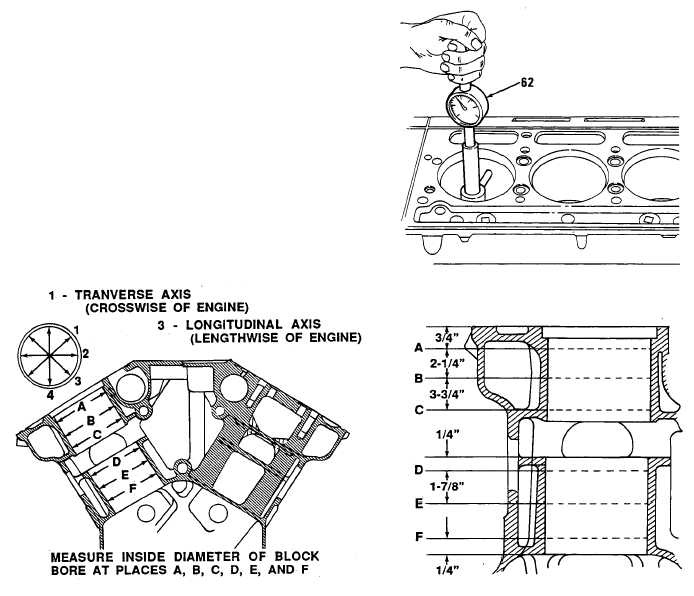
(2) Check cylinder block bores as follows:
(a) After honing, check for low spots
in cylinder bore. There must not
be any low spots larger than one
inch in diameter.
(b) Measure entire bore of each
cylinder with a cylinder bore gage
(62). Take measurements on
cleaned-up surface only at
positions A, B, C, D, E, and F in
bore on axes 45 degrees apart.
Block bore I.D. is classified as #0,
#1, #2, #3, or #4 (see Para 4-34).
NOTE
Diameter of standard block bore is 4.6256 to 4.6275 inches. Maximum liner to block
clearance is 0.0025 inch with used parts and is 0.0015 inch with new parts.
(c) "A" Diameter - Must be same size as “B” diameter within +0.0006 inch and never smaller
(no bottleneck allowed).
(d) "B" Diameter - Is classification area for determining whether a cylinder bore is a #0, #1, #2,
or #3 size. "B" has a 0.0019 inch tolerance band.
(e) "C" Diameter - Should be same size as "B" diameter. However, due to a bell mouth flare
caused by honing stones traveling through air box area, a maximum +0.0022 inch
diameter flare over "B" diameter is allowed.
4-168
C h a n g e 1
|
|