
| Tweet |

Custom Search
|
|

|
||
 TM 9-2815-226-34-1
(9) If any one inner edge reading exceeds 0.412 in.
(10.464 mm), bore must be machined to accept a
replacement sleeve (para 3-9c).
(10) Measure liner upper counterbore inside diameter. Install replacement sleeve if diameter exceeds 6.5635 in.
(166.7129 mm) (para 3-9c).
(11) Measure liner lower counterbore inside diameter. Install replacement sleeve if diameter exceeds 6.126 in.
(155.600 mm) (para 3-9f).
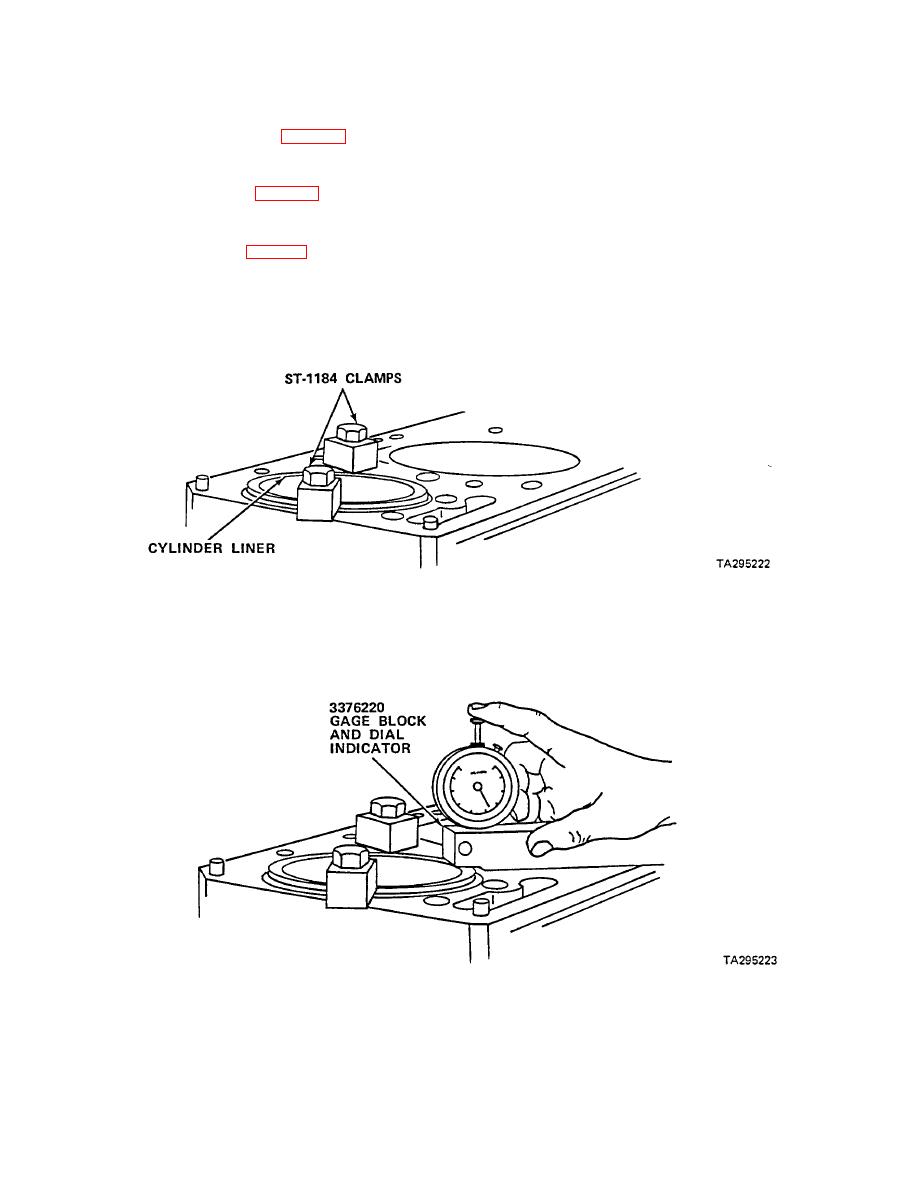
j. Check cylinder liner protrusion.
(1) Carefully install liner into cylinder block without shims and lower seals in place.
(2) Install ST- 1184 cylinder liner clamps at two locations approximately 180 degrees apart. Torque capscrews
to 50 ft lbs (68 Nm).
(3)
Using tool no. 3376220 gage block and dial indicator, measure liner protrusion at four points 90 degrees
apart. Dial indicator pin must rest on outer edge of liner and not on raised bead. Record readings.
(4)
Remove gage block, dial indicator, clamps, and liner.
3-63
|
||
|
||



