
| Tweet |

Custom Search
|
|

|
||
 TM 9-2815-226-34-1
(5) If liner to block contact is made, check liner for out-of-round.
(a) Measure inside diameter of liner at several points within range of piston travel.
(b) If liner is more than 0.002 in. (0.050 mm) out-of-round in seal area, remove liner and check alinement
of upper counterbore to lower counterbore.
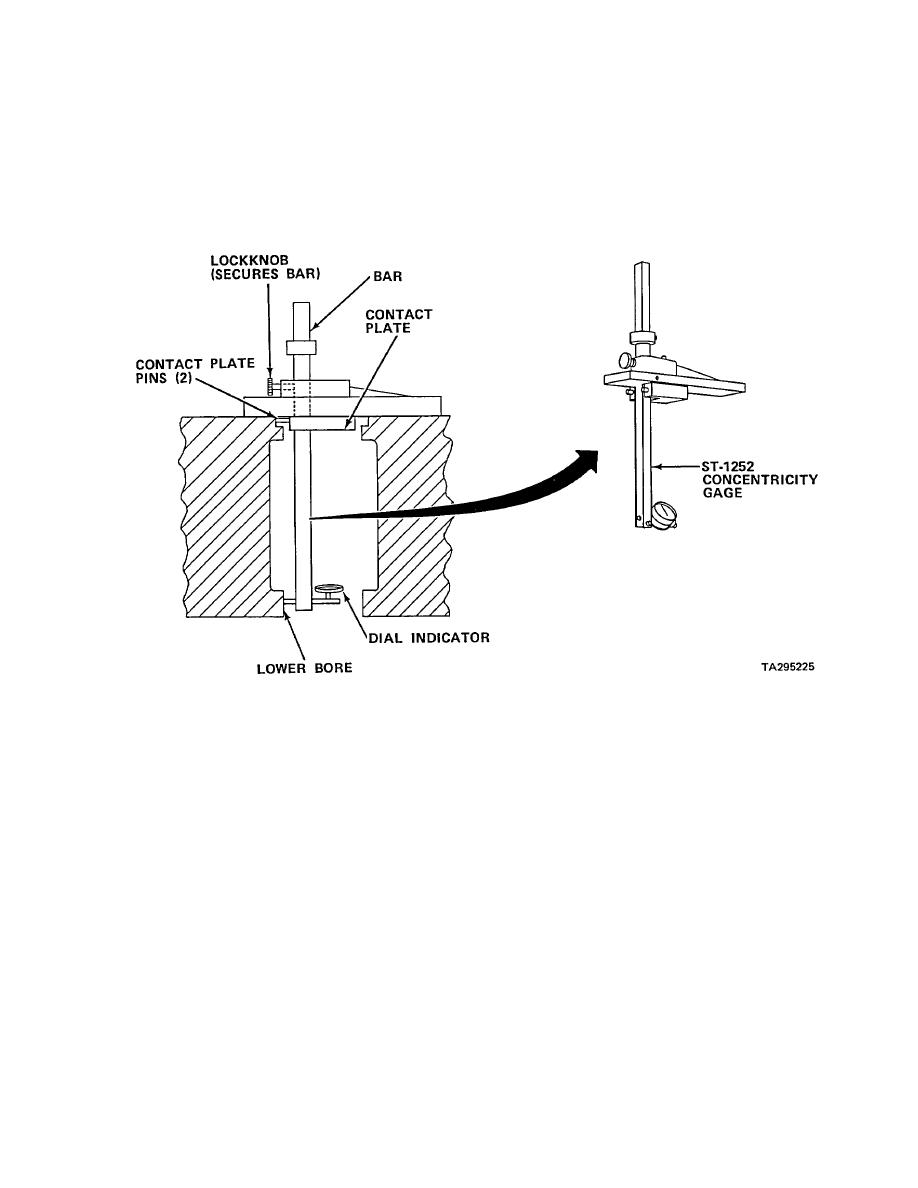
(6) Place ST-1252 concentricity (alinement) gage flat on top surface of cylinder block with tool contact plate
pins against counterbore inside diameter.
(7) Loosen lockknob on tool and lower bar until dial indicator is located midway of lower counterbore. Tighten
lockknob.
(8) Push on contact plate so that pins are firmly agains t top counterbore inside diameter.
(9) Zero dial indicator.
(10) Release pressure on contact plate.
(11) Reapply pressure to contact plate and check for zero on indicator. Rezero indicator if necessary.
(12) Place gage 180 degrees from original setting position.
3-65
|
||
|
||



