TM 9--2815--247--34
0067 00--10
CRANKSHAFT BEARINGS AND ASSOCIATED PARTS REPLACEMENT --
CONTINUED
0067 00
Inspection -- Continued
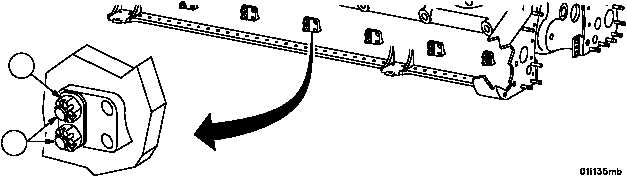
21. With the aid of a helper holding slotted nuts (19) on the opposite side of block, torque tighten 14 slotted nuts (19)
on tie rods (17) to 53 lb--ft (72 NSm) plus additional torque to align slotted nut with hole in tie rod
Figure 2
19
17
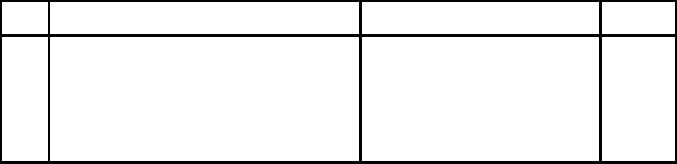
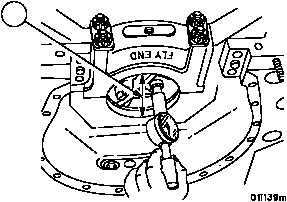
22. Measure the inside diameter of the main bearing (23), 90 degrees to the split line. Replace bearings that do not
meet the following limits:
NOTE
New bearings must also be checked to assure they meet
the following limits.
REF
NO
POINT OF MEASUREMENT
SIZES AND FITS OF NEW PARTS
inches (mm)
WEAR
LIMITS
23
Inside diameter of main bearing at proper torque
tightness (90 degrees to split line):
standard
0.003 (0.0762) undersize
0.010 (0.254) undersize
4.2545
(108.0643)
4.2515
(107.9881)
4.2445
(107.8103)
4.2575
(108.1405)
4.2545
(108.0643)
4.24745
(107.8865)
4.2585
(108.1659)
4.2455
(107.8357)
4.2485
(107.9119)
Figure 2
23
|
|