TM 9-2920-243-34
NOTE
operation normally performed after
The armature used in this starter is a
resurfacing is not required.
flush mica design and the undercutting
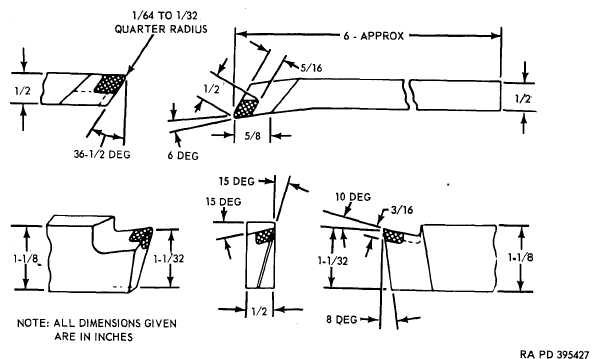
Figure 3-32. Cutting tool sharpening dimensions.
(2) Polishing commutator. Remove all copper
and mica particles with compressed air. Polish
commutator in a lathe with 2/0 sandpaper as
illustrated in figure 3-34, with armature rotating
at 1500 rpm.
(3) Checking armature eccentricity. Set up a
dial indicator gage and measure the runout of the
commutator (fig. 3-28). Total runout should not
exceed 0.003-inch.
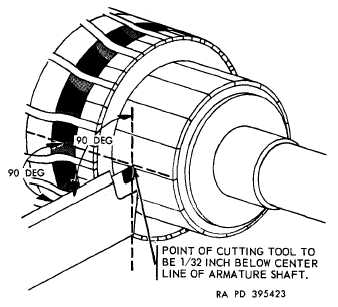
Figure 3-33. Proper position of cutting tool.
3-14
|
|